
Tmteck szöggerendás átalakítók Bevezetés
Szöggerenda -ellenőrzés
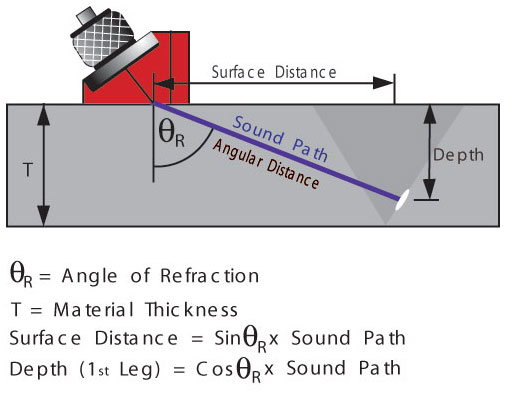
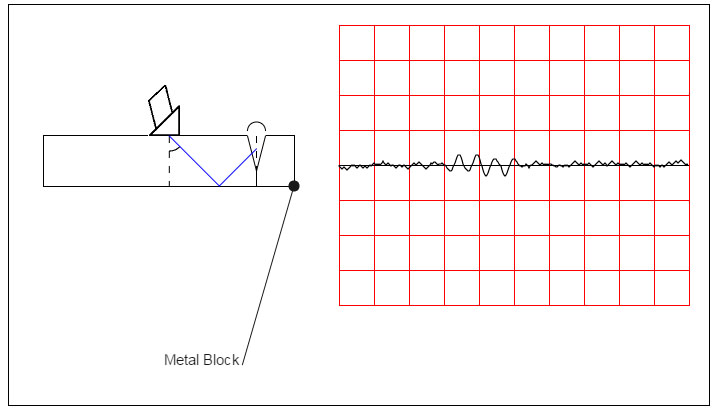
A szögtartó (nyíróhullám) technikát használják lemezek, lemezek, csövek és hegesztések tesztelésére. A műanyag éket a vizsgálati tárgy és a jelátalakító közé helyezzük, a fólia pedig a jeladó között és ék. A műanyag ék lehetővé teszi, hogy a hanghullám szögben lépjen be a vizsgálati tárgyba. A hangnyaláb ezután visszaverődik a jelátalakítóba, mint az egyenes sugárzású vizsgálat során.
Szöggerenda -ellenőrzés 2
Gyakran az egyenes sugárzás vizsgálata nem talál hibát. Például, ha a hiba függőleges és elég vékony, akkor nem tükröz vissza elegendő hangot a jelátalakítóba hogy tudassa a tesztelővel, hogy létezik. Ilyen esetekben más ultrahangos vizsgálati módszert kell alkalmazni. Az ultrahangvizsgálat másik módszere a szögvizsgálat. A szögsugaras vizsgálat 90 foktól eltérő előfordulást használ. Az érintéses vizsgálat során egy szögletes műanyag blokkot helyeznek a jelátalakító és a tárgy közé, hogy létrehozzák a kívánt szöget. A merülőrendszerek szögsugaras vizsgálatához nincs szükség műanyag blokkra, mert az átalakító egyszerűen szögben állítható a vízben.
 |
 |
 |
 |
Ha a beesési szöget 90 fokon kívülre változtatjuk, akkor hosszanti hullámok és egy második típusú hanghullám keletkezik. Ezeket a hullámokat nyíróhullámoknak nevezik. Mivel a hullám szögben lépett be, nem minden halad közvetlenül az anyagon. A vizsgált objektumban lévő molekulák vonzódnak egymáshoz, mert a szilárd anyagok erős molekuláris kötésekkel rendelkeznek. A hangot hordozó molekulák vonzódnak a környező molekulákhoz. A szög miatt ezek a hanghordozó molekulák úgy húzódnak, hogy erőket vonzanak a hullám irányára merőleges irányba. Ez nyíróhullámokat hoz létre, vagy olyan hullámokat, amelyek molekulái merőlegesen haladnak a hullám irányára.

A szögesugár tesztelése és a beesési szög megváltoztatása további komplikációkat okoz. Ne feledje, hogy ha egy hullám szögben ütközik egy felületre, akkor az új közegbe kerülve megtörik vagy meghajlik. Így a nyíróhullámok és a hosszanti hullámok megtörnek a vizsgált objektumban. A fénytörés mértéke a hangsebességtől függ a két közegben, amelyek között a hullám halad. Mivel a nyíróhullámok sebessége lassabb, mint a hosszanti hullámok sebessége, a törésszögeik eltérőek lesznek. A Snell -törvény alkalmazásával kiszámíthatjuk a fénytörés szögét, ha ismerjük anyagunk hangsebességét.

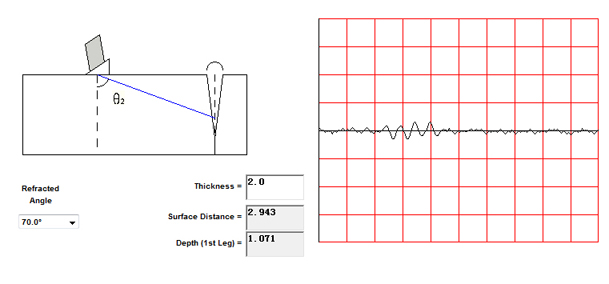
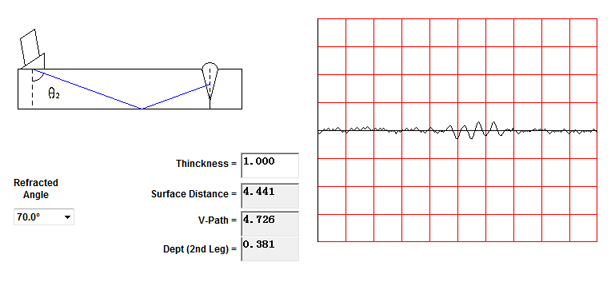
A szög kiválasztásával biztosítható, hogy a visszhang a gyanított hibákból származik. Ezek gyakran a legkárosabb hibák, például a fúzió hiánya a hegesztett oldalfalakon és a gyökérnél, vagy repedések. A különböző vastagságú acélokban leggyakrabban használt szonda szögek a következők:
a. 70 Ék - 0,250-0,750 hüvelyk vastagságban
b. 60 Ék - 0,500-2,00 hüvelyk vastagságban
c. 45 Ék - 1.500 és vastagabb
Más szögben működtetett szondákat kell használni, attól függően, hogy a hiba milyen helyzetben van a vizsgált anyagban, és speciális esetekben vékonyabb szakaszokban. A frekvenciának elég alacsonynak kell lennie ahhoz, hogy elkerülje a túlzott csillapítást.
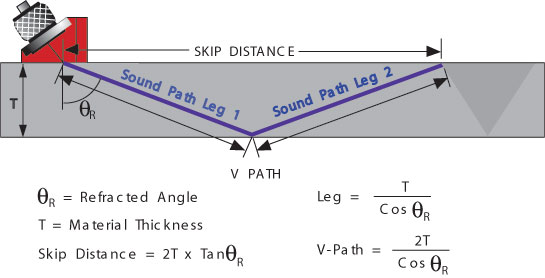
Szögsugaras jelátalakítókat és ékeket használnak tipikusan egy törött nyíróhullám bevezetésére a vizsgálati anyagba. A ferde hangút lehetővé teszi a hangnyaláb oldalról történő bejutását, ezáltal javítva a hibák észlelhetőségét a hegesztett területeken és azok környékén.
Feladás ideje: 2021. szeptember 26-21